The Role of Precision Rolling Tools in Maximizing Heat Exchanger Thermal Efficiency

A thermodynamic and mechanical analysis of how finned tube rolling precision eliminates thermal contact resistance and optimizes fin efficiency in heat exchangers.
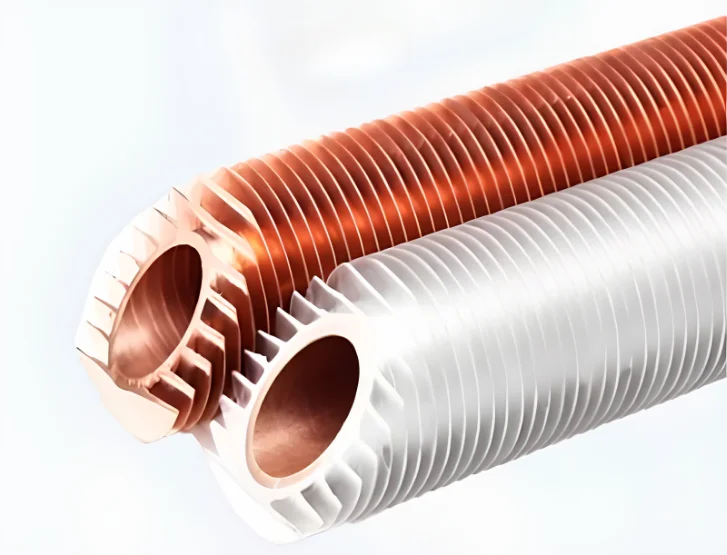
In industrial thermal engineering, the efficiency of air-cooled heat exchangers (ACHE), condensers, and waste heat recovery boilers depends heavily on the surface area available for heat transfer. To maximize this area, manufacturers use finned tubes—tubes with extended helical fins on their outer walls.
However, increasing the surface area is only half the battle. The heat must flow efficiently from the fluid inside the tube, through the tube wall, and out into the surrounding air. This heat flow is highly sensitive to the physical interface between the fin and the tube, as well as the geometric profile of the fin itself.
This article provides a thermodynamic and mechanical analysis of how the precision of the finned tube rolling blades used during manufacturing directly determines the thermal efficiency of the finished heat exchanger.
1. Eliminating Thermal Contact Resistance (R_c)
In heat exchanger design, the total thermal resistance (R_total) is the sum of the convective resistance inside the tube (R_inside), the conductive resistance of the tube wall (R_wall), the convective resistance of the air-side fins (R_fin), and the thermal contact resistance (R_c) at the interface between the fin and the tube:
R_total = R_inside + R_wall + R_c + R_fin
The Failure of Tension-Wound Fins (L, KL, LL)
Tension-wound fins are manufactured by wrapping an aluminum strip under tension around the outer wall of the tube.
- The Air Gap Problem: These fins rely entirely on mechanical tension to maintain contact. As the heat exchanger undergoes thermal cycling, the aluminum fin and the steel/copper core tube expand and contract at different rates due to their differing coefficients of thermal expansion (α_Al ≈ 23 x 10^-6 / K vs. α_Steel ≈ 12 x 10^-6 / K).
- Thermal Insulation: This differential expansion eventually relaxes the tension, creating a microscopic air gap (even 0.01 mm is critical). Because air has an extremely low thermal conductivity (k_air ≈ 0.026 W/m·K), this gap introduces a massive R_c, reducing the overall heat transfer coefficient (U) by up to 40%.
The Integral Extruded Solution
In contrast, integral extruded finned tubes utilize a bi-metallic design: an outer aluminum “muff” tube is mechanically bonded and cold-rolled over an inner core tube (copper, carbon steel, or stainless steel).
- Tension-Wound (L-Fin): The aluminum fin is wrapped under tension. Thermal expansion creates a microscopic air gap between the fin and the core tube, acting as an insulator.
- Integral Extruded (Bi-metal): The aluminum is plasticized and extruded directly onto the core tube. This creates a continuous mechanical and metallurgical bond with zero air gaps.
The resulting interface features a continuous metallurgical and mechanical bond that eliminates the air gap entirely. R_c remains virtually zero throughout the lifetime of the heat exchanger.
To achieve this absolute bond without crushing the inner core tube, the aluminum finned tube rolling blades must be engineered with micro-step diameter increments to distribute the radial locking force evenly.
2. Fin Profile Optimization: Maximizing Fin Efficiency (η_f)
The thermal performance of a fin is described by its fin efficiency (η_f), which is the ratio of the actual heat transfer rate of the fin to the heat transfer rate if the entire fin surface were maintained at the base temperature.
η_f = tanh(m * H) / (m * H)
Where H is the fin height, and the parameter m is defined as:
m = √(2 * h / (k * t))
- h = Air-side convective heat transfer coefficient
- k = Thermal conductivity of the fin material (Aluminum: ~200 W/m·K)
- t = Fin thickness
To maximize η_f, the fin should have a tapered profile—thicker at the base (where heat flux is highest) and thinner at the tip. This shape maintains a uniform temperature gradient and prevents material waste.
The Role of Rolling Blade Precision
Extruding a perfect tapered profile requires rolling blades with highly accurate flank angles and tip geometries:
- Fin Root Fillet Radius: The transition from the fin flank to the tube wall must feature a smooth fillet. If the rolling blade tip is too sharp, it creates a sharp corner at the root, restricting the heat flow path (thermal constriction resistance) and acting as a mechanical stress riser.
- Fin Thickness Consistency: If the rolling blades have thickness variations (tolerances > ±0.005 mm), the extruded fins will have variable thicknesses (t). A local reduction in thickness restricts conductive heat flow, lowering the local fin efficiency.
- Fin Pitch Uniformity: Uneven blade spacing leads to variations in the fin pitch (Fins Per Inch - FPI). If the FPI varies along the tube, the boundary layers of the air flowing between the fins will merge unevenly, increasing pressure drop and reducing the air-side heat transfer coefficient (h).
3. Long-Term Fouling and Corrosion Resistance
In harsh industrial environments (e.g., petrochemical plants or coastal power stations), finned tubes are prone to fouling (accumulation of dust and debris) and galvanic corrosion.
- Surface Finish: Rolling blades with a high-mirror polish transfer a smooth surface finish (Ra < 0.2 μm) to the aluminum fins. Smooth fin surfaces significantly reduce the accumulation of airborne particulates and dust, maintaining thermal efficiency over operating cycles.
- Root Sealing: In bi-metallic tubes, the rolling pressure must seal the ends of the aluminum muff to prevent moisture from entering the interface. If moisture penetrates, galvanic corrosion will rapidly destroy the mechanical bond, introducing a high thermal contact resistance.
Conclusion: Engineering Thermal Performance
Finned tube thermal efficiency is not just a theoretical design parameter—it is a physical quality manufactured on the factory floor. By utilizing high-precision finned tube rolling blades from NEXMEK, manufacturers can ensure that their extruded tubes possess the perfect geometric profiles, consistent pitches, and tight mechanical bonds required to deliver maximum heat transfer coefficients for decades.
For custom arbor layouts, technical consultations, or B2B tooling quotations, contact the NEXMEK engineering team in Shanghai.
Related Resources

The Metallurgy and Geometry of Finned Tube Rolling Blades: A B2B Manufacturing Guide
Maximize tool life and heat transfer efficiency by understanding the metallurgical and geometric design principles of industrial finned tube rolling blades.

Industrial Shear Blades for Container Glass Manufacturing: Optimizing Lifetime and Cut Quality
Learn how premium tungsten carbide metallurgy, precise blade tensioning, and optimized shear spray lubrication prevent defects and extend shear blade lifetime in high-volume glass manufacturing.
Optimizing Copper Finned Tube Extrusion: Metallurgical Integrity and Anti-Galling Tooling Design
Explore the mechanics of copper finned tube extrusion, including PVD coatings, cold-welding prevention, and arbor calibration to maximize tooling lifespan.